Jak spawać spawanie elektryczne na suficie stropu
Zastosowanie połączeń spawanych w montażu konstrukcji metalowych jest uważane za najprostszą i najbardziej niezawodną metodę ich montażu, nie tylko w przemyśle, ale także w życiu codziennym. Oczywiste jest, że aby opanować techniki spawania elektrycznego, prywatny przedsiębiorca będzie musiał nie tylko ukończyć specjalne szkolenie, ale także nabyć pewne umiejętności praktyczne.
Dla tych, którzy przynajmniej częściowo posiadają te techniki spawania, proponujemy artykuł wprowadzający na temat osobliwości formowania szwu stropowego, którego przygotowanie wymaga szczególnej uwagi i troski od wykonawcy. I rzeczywiście, podczas spawania szwów, na przykład na suficie garażu, dnie samochodu lub w innym miejscu, przygotowane złącze znajduje się bezpośrednio nad głową spawacza, co wyjaśnia wymóg szczególnej troski o przeprowadzenie wszystkich operacji roboczych. W związku z tym, przed spawaniem szwów stropowych za pomocą spawania elektrycznego, zaleca się zaznajomienie się z osobliwościami operacji związanych z jej formowaniem w określonych warunkach.
Cechy tworzenia szwów
Złożoność przygotowania połączeń stropowych tłumaczy się tym, że podczas spawania roztopiony metal ze względu na swój własny ciężar może spływać, co stwarza pewne zagrożenie dla wykonawcy (w szczególności spalanie otwartych części ciała). Dlatego doświadczeni specjaliści w takich sytuacjach stosują specjalne techniki spawania, które zapewniają zgodność z wymogami bezpieczeństwa.
Aby zrozumieć wszystkie subtelności procedur przygotowania stropów, należy przede wszystkim zapoznać się z podstawowymi wymaganiami dotyczącymi techniki wykonywania prac tej klasy. W procesie spawania muszą być spełnione następujące obowiązkowe warunki:
- spawanie można wykonać tylko ręcznie;
- tak zwane elektrody powlekane są używane do tworzenia związku;
- spawanie należy wykonywać w trybie "krótkiego łuku" za pomocą elektrod o średnicy nie większej niż 4 mm;
- podczas przygotowywania szwu w celu uniknięcia rozprzestrzeniania się metalu elektrodę należy delikatnie odłożyć na bok;
- szerokość przygotowywanego szwu nie powinna przekraczać dwukrotności grubości elektrody;
- Aby uniknąć tworzenia się gazów, które obniżają jakość szwu, zastosowane elektrody muszą być całkowicie suche;
- Spawanie powinno odbywać się w kierunku "ja", co pozwala wybrać optymalne tempo postępu, a także monitorować jakość wynikowego spoiny;
- w celu uzyskania solidnego i niezawodnego złącza, krawędzie powierzchni do spawania lub detali są starannie oczyszczane przed rozpoczęciem pracy, a na koniec pracy, zamarznięte pozostałości spawania są z konieczności usuwane.
Podczas obróbki półfabrykatów o większej grubości (około 1 cm lub więcej) spawanie należy wykonywać w kilku przejściach. Przy pierwszym przejściu stosuje się elektrodę o średnicy nie większej niż 3 mm; wszystkie kolejne operacje wykonuje się za pomocą elektrody o średnicy 4 4 mm.

Zwracamy szczególną uwagę na to, że stawy sufitowe są nie tylko poziome, ale mogą również mieć pewne nachylenie, wahające się od 10 do 80 stopni (tak zwane połączenie pół-stropowe). W tym przypadku zarówno spawanie ręczne, jak i automatyczne z użyciem tych samych powlekanych elektrod może być wykorzystane do utworzenia nachylonej spoiny.
Spoiny czołowe

Zanim uszczelnisz złącza stropowe za pomocą spawania elektrycznego, musisz mieć przynajmniej pewne wyobrażenie o rodzajach połączeń spawanych, które różnią się sposobem ich formowania. Ponieważ objętość artykułu nie pozwala nam na zbadanie każdego z tych typów, ograniczymy się do najprostszego z nich, a mianowicie do tak zwanego złącza doczołowego.
Określone połączenie jest spawane z reguły w kilku przejściach, realizowanych w następującej kolejności:
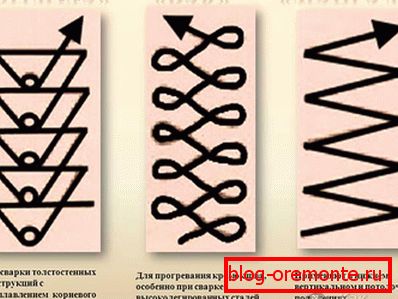
- Najpierw powstaje tak zwany wałek korzeniowy lub korzeń szwie. W spawaniu sufitowym wykonuje się ją za pomocą elektrody O 3 mm, która jest prowadzona wzdłuż szwu w znany sposób, nazywana "drabiną". Wartość bieżącego zestawu na spawarce wybierana jest w zakresie pomiędzy wartościami minimalną i średnią (mówimy o wartościach określonych w charakterystyce technicznej samej jednostki).
- Drugie i trzecie przejście wykonuje się za pomocą elektrod O 3 O 4 mm. Prąd jest wybierany w tym samym czasie, co średnie lub bliższe maksimum. W celu zapobieżenia powstawaniu "garbowania" spawanie przeprowadza się z opóźnieniem na krawędziach walca z przejściem wzdłuż krawędzi obrabianego przedmiotu i dalszym przejściem do następnej krawędzi za pomocą metody "drabiny".
- Wszystkie kolejne warstwy walca są uformowane w postaci napawania (bez odchyleń od linii zgrzewania).
- Warstwa wierzchnia uformowanego stropu powinna wyglądać tak, aby szerokość niewypełnionego rowka nie przekraczała 0,5-2 mm. W razie potrzeby warstwę tę można również wykonać w kilku przejściach.
W przypadku wszystkich powyższych wymagań można uzyskać wysokiej jakości i niezawodne połączenie. Bardziej szczegółowo kolejność jego tworzenia można zbadać na wideo dołączonym do materiałów z tego artykułu.
Bezpieczeństwo spawania

Wymagania dotyczące bezpieczeństwa operacji spawania podczas projektowania szwu sufitowego są następujące:
- Wszystkie prace muszą być wykonywane w dobrze wysuszonym pomieszczeniu, którego wilgotność nie powinna przekraczać wartości określonej w przepisach.
- W otwartych przestrzeniach spawanie jest niedozwolone podczas opadów śniegu lub burzy.
- Prace spawalnicze należy wykonywać tylko w odzieży przeznaczonej do tego celu ze specjalną powłoką ochronną i maską.
- Podczas pracy nieużywany sprzęt musi być odłączony od sieci.
- Do spawania należy używać wyłącznie dobrze izolowanych drutów.
Wideo
Ten film pokazuje proces spawania szwów sufitowych. Chociaż komentarze są w języku angielskim, to co jest pokazane na ekranie, nie wymaga dodatkowych wyjaśnień: